Introduction
New thermal management solutions are needed to provide cost-effective means of dissipating heat from future generation microelectronic devices. A relatively new process to reduce the costs of fabricating large quantities of complex components, such as heat sinks, is metal injection molding (MIM), a net-shaping process in which metal powder is mixed with a thermoplastic binder, molded into a cavity, and thermally processed to remove the binder and produce a high density metallic component.
Injection molding enables complex parts to be formed as easily as simple geometries, thereby allowing increased design freedom. Metal injection molding can meet the tolerance requirements for heat sinks without the need for secondary operations, such as machining. Producing net shapes allows considerable savings since no material is wasted. This article reviews the specific materials used for thermal management and the unique advantages that metal injection molding provides in fabricating heat sinks from them.
Aluminum
Aluminum is a common choice for heat sinks because of its relatively high thermal conductivity and ease of manufacturing. Aluminum’s low strength and melting temperature make it easy to extrude, stamp, or cast, but metal injection molding can provide unique combinations of shape complexity, dimensional capability, and properties for high volume applications. Aluminum powders of various sizes are commercially available, but the oxide layer that forms on the particles inhibits densification. Therefore, special sintering procedures and atmospheres are required to produce parts with negligible porosity.
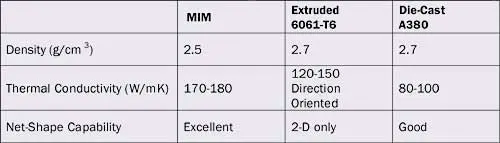
The properties of metal injection molded aluminum (aluMIM) are compared to those of 6061 (a common extrusion alloy) and A380 (a common casting alloy) in Table 1. Although metal injection molded aluminum has lower density, its thermal conductivity is higher. Extruded and die cast aluminum heat sinks often contain alloying elements to make them easier to process, but these impurities are detrimental to the thermal properties. The higher purity of metal injection molded aluminum results in a higher thermal conductivity.
Table 1. Properties of Aluminum Heat Sink Materials
 |
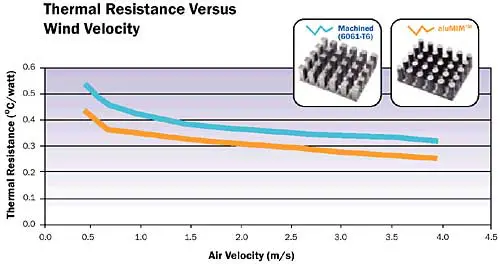 |
Figure 1. Comparison of heat sink performance.
Metal injection molding enables greater flexibility in design over extrusion and die casting. For example, round pin fins are easy to produce by metal injection molding, but machining from an extruded aluminum alloy is limited to square fins. The performance difference between a metal injection molded round pin heat sink and a machined and extruded 6061-T6 heat sink is plotted in Figure 1. Other fin geometries are also possible, such as tapered pin fins and aerofoil-shaped fins. Example heat sinks are shown in Figure 2.
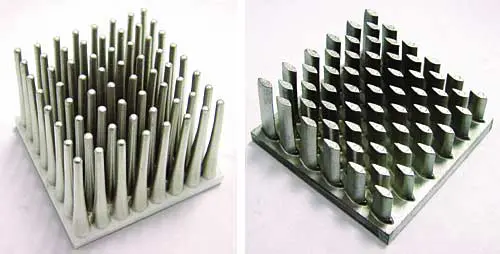 |
Figure 2. Examples of heat sink geometries possible with metal injection molding.
Heat sinks up to 50 mm high x 50 mm wide x 50 mm long are most amenable to processing by metal injection molding. Metal injection molding can maintain +/-3 sigma tolerances of +/- 50 �m on typical parts (dimensions up to 6 mm).
Copper
Copper is often used for applications that require higher thermal conductivities than possible with aluminum. Copper is more difficult to extrude, stamp, machine, or cast than aluminum, but it is more commonly processed with powder metallurgy techniques. Copper oxides are more easily reduced than aluminum oxide, but reduction must occur while the pores are still interconnected. Otherwise, water vapor can build up inside closed pores inhibiting densification and even leading to swelling.
Copper powders produced by several processes including oxide reduction (OR), water atomization (WA), gas atomization (GA), and jet milling (JM) are commercially available in a wide range of particle shapes and sizes. The densities and thermal conductivities after sintering at 1050°C are shown in Figure 3 for seven copper powders with mean particle sizes ranging from 8 to 25 �m. The sintered densities range from 93-96% regardless of production method or particle size. Thermal conductivities range from 280 W/mK for two of the water-atomized powders to 385 W/mK for the jet-milled powder. Porosity and traces of metallic impurities, especially iron, are the primary factors that control the thermal conductivity of sintered copper.
 |
Figure 3. Effect of copper powder on sintered density and thermal conductivity.
The properties of metal injection molded copper (cuMIM) are compared to those of electrolytic tough pitch copper (C11000), commercially pure cast copper (C81100), and a cast copper alloy (C83400) in Table 2. Commercially pure copper is difficult to cast and has a lower thermal conductivity than wrought copper because of the use of deoxidizers, such as silicon, tin, zinc, aluminum, and phosphorus. The higher alloying additions needed to make copper easily castable significantly decrease its thermal conductivity. Metal injection molded copper can provide a more cost effective means of producing complex shapes than machining wrought copper, with much better thermal conductivity than cast copper alloys.
Table 2. Properties of Copper Heat Sink Materials
 |
Metal injection molding of copper can produce the same heat sink geometries previously shown for metal injection molded aluminum. The benefit of net shaping is even greater for copper because of its higher material cost. In addition, a variation of the process, called bi-material metal injection molding, can be used to fabricate heat pipe structures. In this process, a coarse copper powder is molded to form the wick and a fine copper powder is co-molded around it. This composite structure is then thermally processed in such a way that the two sections co-sinter together to produce a good metallurgical bond. A demonstration heat pipe is shown in Figure 4 along with a cross-section showing the interface between the outer wall and the wick. This design integrates cooling fins with the outer casing, which surrounds the porous wick and a large open vapor channel. Metal injection molding enables seamless transitions between these features to eliminate thermal interface resistance.
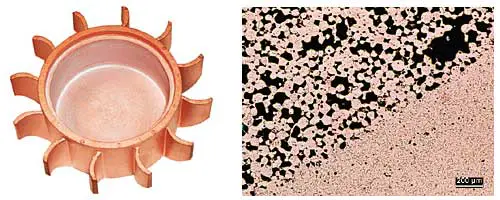 |
Figure 4. A demonstration heat pipe and a micrograph of the interface between the outer wall and the wick.
Tungsten-Copper and Molybdenum-Copper
Both aluminum and copper suffer from high thermal expansion, which provides challenges to mounting the heat sink to the silicon chip or ceramic substrate. Accordingly, new tailored composite materials have emerged, such as tungsten-copper, molybdenum-copper, and silicon carbide-aluminum, which combine high thermal conductivity with thermal expansion coefficients suitable for many packaging applications. The components of these composites have widely differing melting temperatures and do not alloy, so they are usually processed using powder metallurgy techniques. Often a porous skeleton, created from the component with the higher melting temperature, is infiltrated with the lower melting temperature component. Injection molding can be used to produce the porous skeleton or, in the case of tungsten-copper and molybdenum-copper, mixed powders can be injection molded and sintered to meet heat sink design requirements.
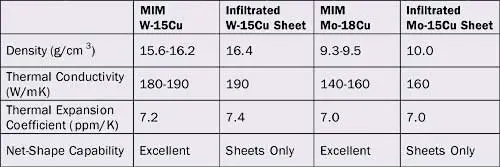
Tungsten with 15-20 weight percent copper (W-15Cu and W-20Cu) is a common heat sink composition. Molybdenum with 18 weight percent copper (Mo-18Cu) has a lower thermal conductivity but its lower density makes it attractive for applications where weight is important. These compositions require very fine powders to achieve high sintered densities, since copper is poor at promoting sintering densification even well above its melting point of 1083°C. The properties of injection molded tungsten-copper and molybdenum-copper are compared to infiltrated sheets in Table 3. Since both are produced from powders, the properties are very similar, but metal injection molding provides the capability to produce complex net-shapes.
Table 3. Properties of Tungsten-Copper and Molybdenum-Copper Heat Materials
Tungsten-copper has become increasingly utilized for chip submounts and stem heat sinks for optoelectronic devices, basemetals and fin-shaped heat sinks for integrated circuits, and bases for multi-chipped boards. Up to now the early designs were for microelectronic packages. One of the fresh options possible via metal injection molding is to custom design microelectronic packages with tailored functions. Figure 5 is a graphical illustration of a glass-to-metal sealing alloy designed for heat dissipation using tungsten-copper as an insert in the base. Such devices are just going into production for high performance electronics. The continued evolution of heat sink designs provides an exciting opportunity for metal injection molding to provide new solutions for the thermal management problems facing the electronics industry.
 |
Figure 5. A new microelectronic package designed for metal injection molding to combine hermetic glass-to-metal sealing and high heat dissipation. The outer box (light blue-gray color) is formed from a glass-metal sealing alloy, such as Kovar, while the inner sweet spot is formed from tungsten-copper (bronze color).
Conclusions
High thermal conductivity materials, such as aluminum, copper, tungsten-copper, and molybdenum-copper can be processed by metal injection molding. With proper powder selection and good control of sintering cycles and impurities, properties comparable to or better than conventionally processed materials can be achieved. Metal injection molding is a net-shaping process that allows fabrication of unique geometric features that are difficult to produce with other metal-working technologies. Novel structures, such as a heat pipe with a high conductivity casing surrounding a porous wick, can be directly fabricated into complex shapes.

