
Introduction
Measurement of the temperature distribution of an operating electroniccomponent, including its junction and case temperatures, is necessary tocompletely characterize the thermal and electrical performance of today’s highpower density electronic components. As part of the characterization process,thermal designers must be able to predict and verify the temperaturedistribution of a component and to identify any thermal ‘hot-spots’ that mightlead to degraded thermal and/or electrical performance. In this paper wedescribe LC thermography: a temperature measurement method that uses thecolor-temperature response of thermochromic liquid crystals (TLCs), to helpcomponent designers and thermal engineers make accurate and high resolutionsurface temperature measurements, quickly and accurately. We also describespatial resolution and accuracy issues associated with the technique.
What are Thermochromic Liquid Crystals?
Thermochromic Liquid Crystals (TLCs) are materials that change theirmolecular structure and optical properties with temperature. Most TLC surfacetemperature measurement applications require that the object (i.e.,electronic component) be coated with a thin layer of contrast enhancing blackpaint before applying the TLC material. Under these conditions, and when thesurface temperature is within the active range for the particular material, aTLC coated surface will reflect a unique wavelength distribution of circularlypolarized, visible light having a distinct dominant wavelength (i.e. color)when it is illuminated with white light. This color-temperature response canthen be readily captured by a color camera, formulated into a calibration curveof color versus temperature and used to transform a color measurement systeminto a very effective TLC based “thermometer”, (see [1] for moredetailed information.)
Using Liquid Crystal Thermography
The proper use of LC thermography typically involves the following steps:
- Select a TLC formulation that covers the temperature range of interest.
- Set the light source intensity and optical arrangement.
- Properly prepare and apply the TLC material to a calibration surface andto the device.
- Calibrate the color-temperature response of the TLC and record the data.
- Apply sufficient electrical power to the device to induce a TLC colorresponse.
- Capture the color image and store it electronically, (see Figure 2, forexample).
- Process this image through the color-temperature response calibration toproduce the corresponding temperature distribution of the device, (see [1] foran actual application and Figure 3).
 Figure2. Color-temperature distribution of an operating electronic device, From [5],by permission. |
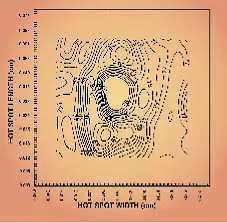 Figure3. Temperature contour plot of a ‘hot-spot’ on a thin film resistor. From [1],by permission. |
Liquid crystal formulation selection: The activation temperatureand bandwidth of a TLC formulation are determined by its chemical composition atthe time of manufacture. The TLC activation temperature is the temperature atwhich a TLC will begin to reflect visible light. The temperature bandwidthdefines the relative color response range for the TLC formulation. TLCformulations with activation temperatures ranging from -30°C to 120°Cand bandwidths ranging from 0.5°C to 30°C are commercially available,(See [2], [3] and [4] for more detailed information).
Light source intensity and optical arrangement: A sufficientlybright and stable white light source is required to obtain accurate and reliablereflected light intensity measurements from the TLC coated surface. White lightsources that remove infrared (IR) and ultra-violet (UV) radiation from theiroutput spectrum are preferred for LC thermography. Any IR energy present in theincident light spectrum will cause unwanted radiant heating of the test surfaceto occur. Exposure to UV radiation can cause rapid deterioration of the TLCsurface and cause the surface to produce unreliable color-temperature responseperformance. Consistent light source settings and lighting-viewing arrangementsbetween calibration and actual testing of a device is essential to minimizecolor-temperature interpretation errors. Lighting-viewing arrangements can beparticularly acute because of the complex light reflecting properties of the TLCsurface, (See [2] for more detailed information).
TLC surface preparation: LC thermography is based on assigningtemperatures to colors reflected from the TLC coated surface. Hence, propersurface preparation can play a crucial role in obtaining high accuracy from thismeasurement technique. Proper surface preparation consists of applying a thinlayer of inert black paint followed by a thin coating of the TLC material. Theconsistency and uniformity of these layers for calibration and test specimensurfaces are essential. If significant differences exist in the consistency ofthe test and calibration surfaces, the reflected visible light will be adverselyaffected and measurement errors will occur. Experience has shown that the bestresults are obtained when the test and calibration surfaces are preparedsimultaneously.
Color-temperature response calibration: The first step inquantitative LC thermography is to calibrate the color-temperature response ofthe TLC. This step is analogous to calibrating the voltage-temperature responseof a thermocouple. Color-temperature response calibration of the TLC is done bysubjecting the TLC to known temperature levels and then measuring and recordingthe color response of the TLC. For accurate quantitative measurements, a colorsensitive camera should be used to measure the color response of the TLC asthese cameras can remove the subjectivity and limited color sensitivityassociated with the human eye. The color-temperature response calibration ofthe TLC is then used to interpret the color response of the TLC when it isapplied to the device under test.
Image capture and interpretation: The true power of LC thermographyis the TLC surface’s visual response and so a trained eye can be used for veryeffective preliminary observations of the electronic device. However, thesevisual observations are vulnerable to the color subjectivity and sensitivityissues associated with the visual perception of color by the human eye. Therefore, accurate and repeatable measurements should be made with solid-state,color cameras and a computer. This approach uses the processing speed and powerof modern cameras and computers to quickly and accurately capture and interpretthe color images of TLC coated surfaces. Figure 1 shows a LC thermographysystem available from LCImage, [5]. This system contains a temperaturecontrolled calibration surface, color camera and a computer, equipped with acolor frame grabber to make measurements of TLC coated devices. Figure 2 showsthe actual color-temperature response of an active electronic device coated witha TLC having a color-temperature range of: red=~40°C; green=~40.5°Cand blue=~41.2°C. The size of the device is 10mm square. Figure 3 showsthe temperature contour plot of a ‘hot-spot’ on a thin film resistor. As seenin this figure, the ‘hot-spot’ is roughly 0.5 mm square. These two figuresclearly show the temperature measurement capabilities of LC thermography whenapplied to electronic devices.

Figure 1. LCImage Thermography System. From [5], by permission.
Challenges in Liquid Crystal Thermography
Obtaining accurate and high resolution temperature measurements with LCthermography requires the proper combination of the color-temperature responsecharacteristics of a TLC material and the consistent use of image acquisitionand interpretation.
Temperature measurement accuracy: The temperature measurementaccuracy and temperature resolution of measurements made with LC thermography isdirectly related to the accuracy and consistency used in calibrating thecolor-temperature response of the TLC. Inconsistencies in the lighting-viewingarrangements present when performing the TLC color-calibration process andinterpreting the actual TLC color response of the coated device, can contributesignificantly to measurement errors in LC thermography. The optical setupincludes the lighting-viewing arrangement and wavelength spectrum of the whitelight source.
Spatial resolution: The highest spatial resolution achievable withLC thermography is limited by the type of TLC formulation and resolvingcapability of the optical system (camera and lenses). Unencapsulated TLCformulations [3] coupled with high performance microscope optics can providesub-micron spatial resolution over reasonably sized fields of view.
Conclusions
Liquid crystal thermography was shown to be a viable method for chip toboard level temperature measurements. The steps necessary to properly use LCthermography and the method’s sensitivity to various parameters have beendiscussed and highlighted in this paper. Since TLCs operate with visible light,traditional optics systems and color cameras can be used to build very costeffective LC thermography systems. These systems can be used to provideaccurate, high resolution temperature measurement capabilities in applicationsranging from the ultra high resolution, sub-micron device level to largerdevices and complete circuit boards.
One drawback of LC thermography in electronics applications is therequirement that the TLC material be applied directly to the device. However,except for the electrical test measurement method, all other temperaturemeasurement techniques available for part level measurements, including infraredthermography, require some sort of surface treatment. Hence, considering itscapabilities and the reported spatial resolution, LC thermography appears to bea viable technique for chip and board level measurements.
References:
1. Azar, K., Benson, J.R., and Manno, V.P., “LiquidCrystal Imaging for Temperature Measurement of Electronic Devices”,Proceedings of IEEE Semiconductor Thermal Measurement and Management Symposium,Phoenix AZ., pp. 23-33, 1991.
2. Farina, D.J., “Making Surface Temperature Measurements Using LiquidCrystal Thermography,” Electronics Cooling, Vol. 1., No. 2, pp. 10-15,1995.
3. Hallcrest, Inc.; Manufacturer of thermochromic liquid crystal materials,Glenview, IL, USA.
4. Davis Liquid Crystals; Manufacturer of thermochromic liquid materials;San Leandro, CA, USA.
5. LCImage, LLP; Manufacturer of liquid crystal imaging equipment, Newton,MA, USA.

